概要:HKS焊接扫描仪具有焊接动态参数高速稳态扫描的功能,适用于交直流手工电弧焊焊接参数分析及电源校正,CO2气体保护焊参数分析,MIG/MAG焊焊接参数扫描记录和分析,焊缝成型工艺评定和焊接冶金分析。
(a) (b)
图1 HKS焊接扫描仪和集成传感器(a-扫描仪主机,b-集成传感器)
设备名称:焊接扫描仪
规格型号:Manual-HKS
技术参数:
一.主机参数
1.扫描仪主机重量<4.5kg;尺寸(L×W×H):240×160×160mm;电磁兼容性:EN55022-B,CISPR-B,FCC-Part,15ClassB,EN50082-1;
2.鉴定合格:VDE,UL,c-UL;冷却系统:对流;电源:90V~132V/180V~264V AC,47~63Hz;输入电流:At 90V AC input max.1A;输入功率:Max. 30W;内部内存及flash存储器:256MB;环境要求:操作温度:0~40℃,保存温度:-20~80℃,相对湿度:0% to 90% at 0 to 30℃,显示类型:Colour LCD6.5``
3.焊接技术要求:MIG,MAG,TIG,Manual,SWM。
二.测量通道参数
1.电压参数
测量范围:-100V to +100V;测量值:平均值(示波器模式下,没有滤波);精度:<1% DC to 45kHz;扫描频率:100Hz(scopemode 3,2 kHz)高频屏蔽,只能使用HKS原电缆,可用P1000;
2.电流参数
测量范围:-1000A to +1000A;测量值:平均值(示波器模式下,没有滤波);精度:<1% DC to 45kHz;
扫描频率:100Hz(scopemode 3,2 kHz);1000Afor max. 1min, valid for HKS P1000;
3.焊丝参数
测量范围:0~25m/min,
 <2.5mm;测量值:frequency;精度:<2.5mm;扫描频率:100Hz;专用HKS送丝传感器;
<2.5mm;测量值:frequency;精度:<2.5mm;扫描频率:100Hz;专用HKS送丝传感器;
4.气体流量参数
测量范围:0~30L/min(Argon);测量值:Mass flow meter;精度:<5%;扫描频率:100Hz;专用HKS气体流量传感器。
工作原理:
焊接扫描仪由焊接扫描仪主机,P1000过程传感器及传感器电缆组成,焊接数据测试原理为通过正负极连接线将焊接扫描仪和焊机接入焊接回路,利用集成传感器中的感应芯片(用于测量焊接电压、电流、送丝速度及保护气流量)检测并记录动态焊接参数,同时电阻器反馈真实焊接参数(用于校正时调整电流及电压)。最后自动完成焊接操作过程中的参数扫描记录和存储(如图2,图3所示)。结合焊接数据分析系统,实现焊接工艺的参数优化,分析调整焊接过程中的预置焊接参数阀值,实现焊接参数的动态分析。
服务范围:MIG,MAG,TIG,SMAW,SAM
应用领域:焊接缺陷分析
熔焊焊接成型工艺评定及分析
焊接冶金分析
焊接电源校正及设计
堆焊层的制备

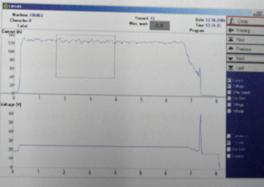
图2焊接参数动态采集 图3焊接电流和电压的分析模拟
焊接扫描仪操作规程
1. 将焊接扫描仪平稳放置在焊机旁,在未接通电源情况下按传感器指示顺序连接焊接扫描仪,使其形成完整的焊接回路,焊接电缆线按正负指向穿过传感器中间通孔。
2. 确认所连焊接回路准确无误后开启焊机电源,然后打开扫描仪电源开关,进入主程序窗口,通过其右侧聚成按钮选择记录通道并调至自动记录状态。
3. 完成焊接后即可在扫描仪窗口及时查看焊接电流、电压及功率曲线,待所有焊接操作完成后点击确认已有的实验数据。安装配路径倒序拆分连接好的设备,整理保存。
4. 对于焊接扫描仪中原始数据,可用专用U盘存储器将其拷贝出来,导入焊接分析仪软件进行详细分析。
注意事项
1. 连接焊接设备和焊接分析仪时应注意短路和触电危险;
2. 传感器连接时测试电流的流向必须与传感器上所标示的一致,切忌反向连接损坏仪器;
3. 传感器接口在使用过程中必须一一对应,电流和电压传感器,送丝传感器以及气流传感器要分开,根据测试目的对应选择使用,切忌混搭进行操作。
